26.07.23
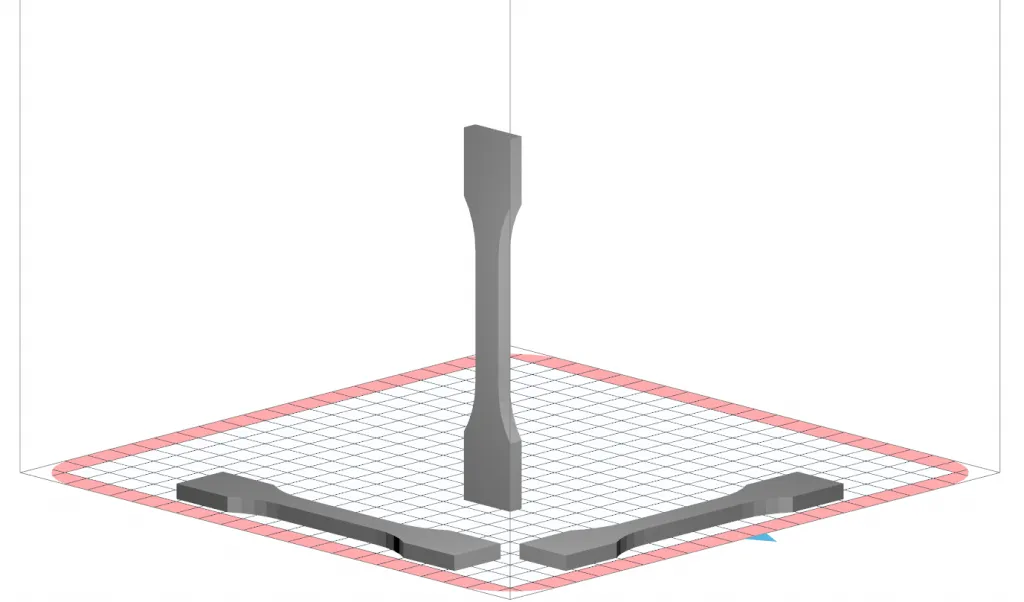
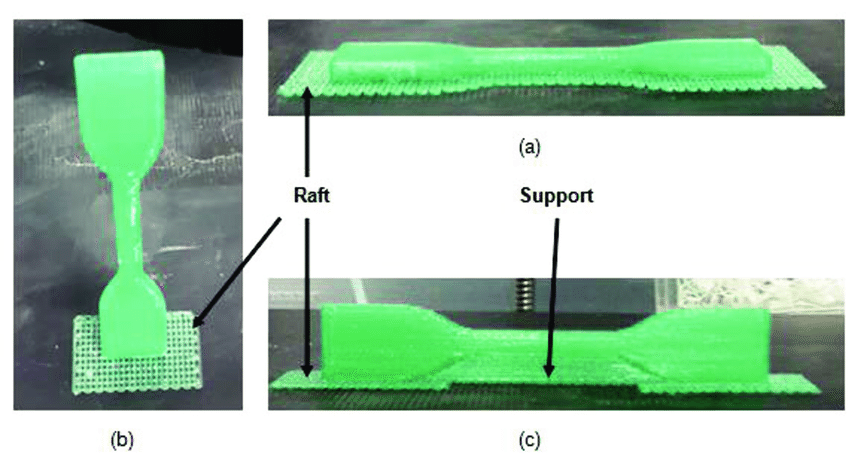
FDM לעומת SLS – האם אפשר להשוות?

מאמרים נוספים
תלת ממד
12.02.24
הצבא פונה להדפסת תלת מימד
הצבא מחפש באופן קבוע דרכים להישאר בקדמת הטכנולוגיה, שילוב הדפסת תלת מימד במגזר הביטחוני היא אחת הדרכים שבהן הם עושים בדיוק את זה. הדפסת תלת מימד נמצאת בשימוש של יחידות צבאיות במדינות שונות בכל רחבי העולם. הם יוצרים הכל, החל מחלקי חילוף לכלי רכב, ספינות וכלי טייס, כמו גם עיצובים חדשים לציוד בטיחות הנלבש על […]
לכתבה
תלת ממד
01.10.23
Anouk Wipprecht משחררת שמלת מסכים מודפסת תלת-ממדית הנשלטת ע"י המוח
עוצב עם Onshape, מיוצר עם מערכת HP Jet Fusion 5420W החדשה שמלה מודפסת תלת מימדית עם שליטה ממוחשבת עם תצוגות המגיבות דרך ממשק מוח-מחשב. יצירת המופת החדשה שמלת מסך, שנוצרה על ידי מעצבת FashionTech ההולנדית אנוק וויפרכט עומדת לצאת במהלך פסטיבל Ars Electronica, ב-6-11 בספטמבר בלינץ, אוסטריה. שמלת המסך המודפס בתלת מימד עוצב באמצעות תוכנת […]
לכתבה
תלת ממד
27.09.23
יצירת מכשירי עזר מודפסים בתלת מימד עבור חולים קטועי גפיים בסיירה לאון
טכנולוגיית סריקה והדפסת תלת מימד חוללו מהפכה בתחום הבריאות, ואיפשרו לייצר מכשירי עזר מותאמים אישית כגון תותבות בשבריר מהעלות של שיטות ייצור מסורתיות. במערב אפריקה, שבה הגישה לשירותי בריאות מוגבלת לעתים קרובות, 3DSierra Leone, ארגון ללא מטרות רווח, משתמש בטכנולוגיה זו כדי לספק תותבות במחירים נוחים ומותאמים אישית לקטועים. רקע על 3D Sierra Leone והקרן […]
לכתבה