FDM לעומת SLS – האם אפשר להשוות?
בכל פעם שיצרן מדפסות תלת מימד משווה בין טכנולוגיות שונות, זה נשמע מסובך.
במיוחד כאשר הוא מייצר רק אחד מהסוגים המושווים.
הכתבה הזו לא נועדה להעצים טכנולוגיה אחת על פני האחרת.
לא נחפש את הטוב, הרע והמכוער בין טכנולוגיות התלת ממד הפופולריות.
כולם חשובים ומייצרים את הערך הייחודי שלהם.
FDM היא טכנולוגיית הדפסה תלת מימדית אוניברסלית.
האם קיימת טכנולוגיית הדפסה תלת מימדית אוניברסלית לכל היישומים?
FDM מתאים למסגרת זו.
הוא במחירים נמוכים ונגישים מאוד עם רשימת החומרים הגדולה ביותר הקיימת בשוק.
אתם יכולים לבחור אחד מהמותגים המובילים או לרכוש מדפסת סינית פשוטה.
הכל תלוי בתקציב שלך ובפרויקטים שאתה עובד עליהם.

מצד אחד, יש סוס עבודה רב עוצמה, כפי שמתארת UltiMaker את ה-S5 שלה, מדפסת תלת מימד משנה משחק עבור חלקים מחוזקים בפיברגלס וקרבון.
ההדפסים האלה חזקים / מוצקים במיוחד.
אבל מצד שני, אתם יכולים לקנות גם מדפסת פשוטה כדי להדפיס דגם פשוט, אבל במקרה זה, כוח היצירה הוא מוגבל יותר.
עם ספקטרום כה גדול, שבו כל אחד יכול לבחור את מדפסת התלת מימד המתאימה ביותר לצרכים וליישומים שלו, אנו עשויים להכריז על FDM כטכנולוגיית הייצור מספר אחת.
מה זה FDM?
אם כבר מדברים על FDM, אנחנו למעשה מתארים את FFF – ייצור באמצעות חוט, פילמנט ..
FDM, ראשי תיבות של fused deposition modelling, הוא סימן מסחרי של Stratasys.
עם זאת, אפילו מנהיגי התעשייה קוראים לזה כך, כמו שאנשים בפולין נהגו לקרוא לכל נעלי ספורט "אדידס", ללא קשר למותג.
בטכנולוגיה זו (נקרא לה FDM, מכיוון שהיא פופולרית יותר), פילמנט רציף של חומר תרמופלסטי מוזן מסליל דרך ראש אקסטרודר מדפסת מחומם.
לחלק ממדפסות ה-FDM 3D יש יותר מאקסטרודר אחד, יצרנים משתמשים בשני ראשים לרוב כדי ליישם חומרי תמיכה המומסים במים, אפשרות שתוכל למצוא בכמה מדפסות תלת מימד של Ultimaker.
איך FDM מתמודד עם כוח המשיכה?
כל טכנולוגיות ההדפסה בתלת מימד עוסקות בכוח הכבידה.
לבנות הדפסה, שכבה אחר שכבה, זה כמו לבנות בית. אם הקירות ישרים, הכל הולך בסדר וחלק.
אבל כשחלקים של המודל "תלויים באוויר", זה מקשה על התהליך.
מכיוון שחברות בנייה משתמשות באביזרי פלדה, במדפסות FDM הבעיה הזו נפתרת בעזרת תמיכות מיוחדות.
אתם אפילו לא צריכים לחשוב על עיצובם, הם יופקו אוטומטית על ידי תוכנת הדפסה תלת מימדית ויודפסו לצדם.
לאחר שההדפסה שלכם מוכנה, תוכלו לנתק אותה בקלות באמצעות שפכטל, צבת פלייר או סכין. במקרים מסוימים, כאשר התומכים מומסים במים, פשוט שימו את ההדפסה שלכם לתוך דלי מלא במים.
חלק מיצרני FDM מציעים משטחי הדפסה מסתובבים שיכולים לשנות זווית במהלך תהליך ההדפסה, מה שמגביל את מספר התמיכות הנדרשות. זה פתרון די מגניב.
FDM עבור חלקים גדולים
אם אתם מחפשים הדפסים גדולים, FDM עשויה להיות הבחירה הטובה ביותר.
יצרני FDM מובילים מציעים מדפסות תלת מימד עם שטח הדפסה של 330 x 240 x 300 בפחות מ-6000 דולר.
אבל אתם יכולים למצוא גם מותגים פחות מוכרים שמוכרים מדפסות FDM עם שטח הדפסה בגודל 600x 600 x 660 מ"מ בפחות מ-5,000 דולר. אם אתם משווים את זה עם 550x 550 x 750 מ"מ שסופקה על ידי אחת מיצרניות מדפסות הפולימר SLS 3D הגדולות בשוק, שעם כל הציוד ההיקפי הדרוש, ההתקנה וההדרכה יעלו לכם אפילו מיליון דולר, אתם יכולים להרגיש בהבדל.
מדוע פילמנט FDM נראה חזק יותר מאבקת SLS?
כאמור, חלק מהמדפסות FDM מציעות חלקים עמידים במיוחד, מחוזקים בסיבי פחמן. אבל עבור מדפסת FDM טיפוסית, חוזק הוא חולשה.
זה יכול להיות קשה להבנה, בעת קריאת המפרט של כמה פילמנטי FDM.
כאשר אתם משווים את חוזק המתיחה של כמה חוטי ניילון PA 12 הזמינים עבור מדפסות FDM 3D עם אבקת ניילון PA 12 המשמשת במדפסות SLS 3D, הראשון עשוי להיראות חזק יותר. אבל זה לא המצב.
למה?
בעיקר בגלל שהדפסי FDM הם אנאיזוטרופיים.
איזוטרופיה היא מונח המשמש במדעי החומרים שבו "איזוטרופי" פירושו בעל ערכים זהים של תכונה לכל הכיוונים.
לדוגמה, לחלקים שנעשו עם הזרקה או תרמופורמינג יש תכונות איזוטרופיות, כך שהם חזקים באותה מידה בכיווני X, Y ו-Z.
למטרות הכתבה הזו, אנחנו יכולים לקחת את זה ככלל אצבע, מכיוון שכמה פולימרים, כמו פולימרים גבישים נוזליים, הם מאוד אנאיזוטרופיים, אפילו עם הזרקה.
אנאיזוטרופיה היא לא רק המקרה של חומרים המשמשים להדפסת FDM, אלא התהליך עצמו. האופן שבו חלקים בנויים עם FDM הוא אניסוטרופי לחלוטין.
קל יחסית לקרוע דגמים מודפסים של FDM, במיוחד בין שכבות.
כמה זה קל?
ניתן למדוד ולתקן את החוזק של חלקים מודפסים בתלת מימד עם חוזק מתיחה, שהוא היכולת להתנגד לשבירה בעת מתח.
האינדיקטור הנפוץ ביותר של תעשיית ההדפסה התלת-ממדית, המבוטא megapascals (MPa) או פאונד לאינץ' מרובע בארה"ב (psi), חשוב למהנדסים ומעצבים כאשר מחפשים חומר או טכנולוגיה ליישומים מכניים.
במהלך בדיקת חוזק המתיחה, נשלפת דגימת בדיקת מתיחה סטנדרטית וטנסיומטר מתעד את מידת המתח שבה החומר נשבר.
אם תבדקו את המפרט של פילמנט FDM אתם עלולים להיות המומים עד כמה הם נראים טוב על הנייר.
לרוב חוטי הניילון יש חוזק מתיחה בין 50 ל-80 MPa. אז בהשוואה ל-PA12 של Sinterit עם 32 MPa בלבד, אתה עשוי לראות ב-FDM כמנצח בקטגוריה זו.
אבל יש אזהרות.
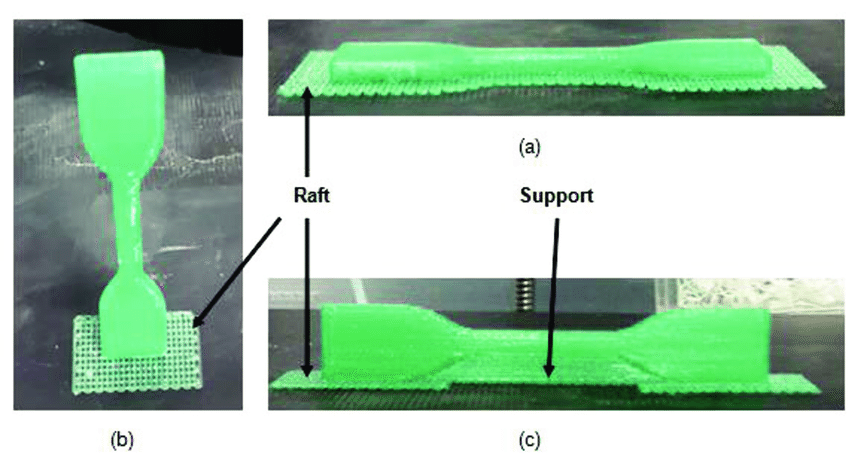
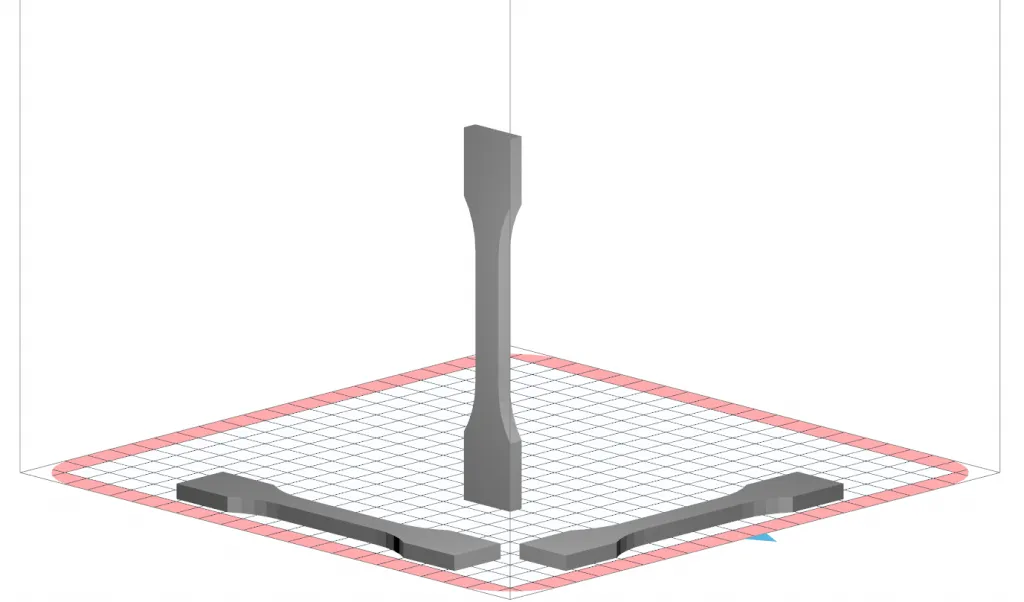
הם התעניינו בחומר ABS – זה שממנו עשויות לבני לגו.
דגימת בדיקת מתיחה הודפסה לפרטי פרטים עם ABS פילמנט פולימרי בשלוש כיוונים שונים: שטוח, על הקצה וזקוף.
לאחר מכן הם ביצעו בדיקות חוזק מתיחה עבור כל הדגימות. כשהם הבינו שהכיוון משפיע על חוזק המתיחה.
דגימה שטוחה נשברה ב-6.8 MPa, זו שהודפסה על הקצה הייתה החזקה ביותר, ונשברה ב-7.66 MPa, אבל החלשה ביותר, שהודפסה זקוף, הראתה שהיא שבירה הרבה יותר.
הוא נשבר במהירות של 3.31 MPa. הסיבה שבגללה זה קורה בטכנולוגיית FDM היא שהאנאיזוטרופיה הבולטת ביותר במקום שבו השכבה מתחברת.
אז תזכרו, חוזק המתיחה המוזכר על הקופסה של הפילמנט שלכם או במפרט המצורף מתאר את חוזק המתיחה של החומר עצמו, לא של הדגם המודפס בתלת מימד.
החדשות הטובות הן שאפילו עם הדפסת FDM אתם יכולים לבצע כמה התאמות שיחזקו את החלקים שלך.
על ידי שינוי אחוז המילוי, אתם יכולים לחזק את החלק שלכם.
אותו הדבר יקרה כאשר תגדילו את עובי הציפוי (המשטחים החיצוניים של החלק).
אתם יכולים גם לבחור חומר אחר, חזק יותר, או לנסות להדפיס חלק מסתובב.
כדי לקבוע כיצד יש למקם את החלק, אתה צריך לדעת את הכיוון שבו הכוח יפעל לרוב על החלק. אבל זה יכול להיות פתרון מאולתר מכיוון שיש מצבים שבהם אתם לא רוצים לחזק את הדגם שלכם, כי אתם צריכים שהוא יהיה חזק כמו שהוא תוכנן.
איך זה נראה בטכנולוגיית SLS?
SLS לחלקים חזקים יותר
ההבדלים בחלקים המודפסים ב-SLS בניגוד ל-FDM, כמעט איזוטריים.
טכנולוגיה זו משתמשת בלייזר כמקור אנרגיה לסנטר (להתיך) חומר פלסטי אבקתי. ההדפס נבנה שכבה אחר שכבה.
התהליך די פשוט – רולר המכונה מחדש, מורח שכבה דקה של אבקה על משטח העבודה.
לאחר מכן קרן הלייזר תמזג באופן סלקטיבי חלק מהאבקה, בהתאם למודל הנתון, בעוד ששאר האבקה נשארת כפי שהיא ומשמשת כתמיכה טבעית למבנה.
הדרך להבנת טכנולוגיית ההדפסה התלת מימדית של SLS הוא הטמפרטורה. מדפסות תלת מימד SLS עובדות בסביבה סגורה.
הטמפרטורה בתא הסגור מגיעה לנקודת ההיתוך, והלייזר רק מוסיף מספיק חום כדי להמיס את האבקה.
הודות לכך לאחר שהלייזר מסיים את סינון השכבה האחת, שמסתיימת בהמסת גרגרי אבקה ומחברת אותם יחד, תהליך הקירור בזמן החיבור בין השכבות אינו משמעותי כמו בהדפסת FDM תלת מימדית, מה שהופך את החיבור בין חלקיקי המבנה בכל הצירים לחזק בצורה כמעט זהה.
קבוצת החוקרים מקבוצת המוסדות של Marwadi Education Foundations (הודו), Vaal University of Technology, ו-North West University, Potchefstroom (שתיהן מדרום אפריקה) ערכו ניסוי כמעט זהה עם מדפסת ה-SLS כפי שתואר קודם לכן עם FDM.
הם בדקו את השפעת האוריינטציה על חוזק המתיחה של חלקים שסנטרו בלייזר באבקת PA 12.
הדוגמא הודפסה בשלושה כיוונים שונים באמצעות EOS Formiga P100.
התוצאות הראו כי מכיוון שיש הבדל בחוזק המתיחה בין חלקים בעלי אוריינטציה שונה, התוצאות היו צרות למדי.
הלחץ הסופי הממוצע שחווים הדגימות נע בין 43.47 ל-46.15 MPa. "רצוי לצמצם את האניזוטרופיה כדי לאפשר ליצרנים לבנות חלקים בכל כיוון מבלי להשפיע על התכונות המכניות של החלקים המיוצרים" – כך נכתב בדו"ח.
אם חוזק החלק הוא בראש סדר העדיפויות שלך, טכנולוגיית SLS עשויה להיות בחירה טובה יותר מאשר FDM.
לא תשיגו חלקים חזקים כמו אלה שנעשו עם הזרקה, תרמופורמינג או CNC, אבל עבור טכנולוגיות הדפסת תלת מימד, SLS יכול להיות הבחירה מספר אחת שלך.
חלקים חלולים וקלים אך חזקים
שימוש באבקה לא מסונטרת בטכנולוגיית SLS כתמיכה טבעית מביא ליכולת לייצר חלקים שאינם זקוקים לחיזוק נוסף במהלך תהליך ההדפסה התלת מימדית, אך יכולים להגיע אפילו רחוק יותר.
יישומים במבנה סריג, אם נבנו בצורה נכונה, יכולים להפוך חלקים לקלים וחזקים יותר בו זמנית.
אבל יש יתרונות נוספים, כמו הפחתת השימוש בחומר להדפסת החלק או הפיכת החלק לטוב יותר בספיגת אנרגיה.
מבני סריג משמשים בתעשיות רבות, החל במוצרי רכב, רפואה, ספורט או מוצרים אחרים של לקוחות. עם תוכנות כגון Autodesk Fusion 360 ו-Netfabb, Gen3D Sulis, Materialize 3-Matic או Altair Optistruct & Inspire ניתן להוסיף מבנה סריגי לדגם שלכם ללא צורך בתכנון ידני.
אמנם ניתן ליישם מבנה שריג בשתי הטכנולוגיות אך ב- FDM/FFF זה הרבה יותר קל מכיוון שבטכנולוגיות אבקה יש צורך להשאיר חורים במודל לריקון האבקה ובאופן כללי להשקיע זמן בחשיבה על הנושא
מעוניינים לשמוע עוד?
השאירו פרטים ובואו נדבר,
יתרונות וחסרונות של טכנולוגיות FDM ו-SLS
היתרונות של FDM
- מגוון רחב מאוד של חומרי הדפסה.
- עלויות נמוכות יחסית של חומרי גלם
- עלויות עיבוד נמוכות (תמיכה בהסרה וגימור משטח).
- טוב ביותר עבור אלמנטים בגודל בינוני וגדול.
- כמעט ללא נקבוביות של הרכיבים.
- יציבות מבנית גבוהה, תכונות עמידות כימית, מים וטמפרטורה של חומרים.
- נפח בנייה גדול יותר בהשוואה לטכנולוגיות שולחן עבודה אחרות.
חסרונות של FDM
- המודל המודפס חלש הרבה יותר בכיוון הבנייה האנכי בגלל האניזוטרופיה בתכונות החומר
- יש צורך בתמיכה (אך לא תמיד)
- לא ניתן לשלוט במדויק על הטמפרטורה בתא ההדפסה
- פחות מדויק מטכנולוגיית SLA או SLS, עם "צעד מדרגות" במישורי בנייה אנכיים.
היתרונות של SLS
- חלקים עמידים וחזקים.
- אין צורך במבני תמיכה.
- קל ליישם מבני סריגי או הדפסה של חלקים חלולים.
- פני שטח חלקים – קשה להבחין בשכבה.
- אבקה ניתנת לשימוש חוזר לאחר הדפסה.
חסרונות של SLS
- מודלים מודפסים הם בגודל קטן עד בינוני
- עובד הכי טוב עם כלים מלאים שלאחר עיבוד כגון תחנת טיפול באבקה (לא ברור לי)
- ניקוי המכונה חייב להיעשות בדיוק בעת החלפת חומר כדי למנוע זיהום.
- יקר יותר ממדפסת FDM ממוצעת.